



 Türkçe
Türkçe English
English français
français русский
русский español
español português
português العربية
العربية ไทย
ไทย Tiếng việt
Tiếng việt chinese
chinese
Nasıl yapmak manuel boru bükücü ?
1. Boru deformasyonunun üretimi
her şeyden önce borunun gerilimini ne zaman anlamalıyız o bükülmüş: ne zaman boru bükülür, borunun içi içe doğru sıkıştırıcı gerilir ve malzeme kısalır ve kalınlaşır; dış kısım çekme gerilimine maruz kalırken, malzeme daha uzun ve incelir. normal yönün sonuç kuvvetinin iç ve dış boru duvarları üzerindeki etkisi altında, borunun bükülme alanındaki enine kesiti normal basınç altında deforme olur, yani normal çap azalırken enine çap artar ve boru duvarı da değişir. Bu düzensiz. sonunda yuvarlak boru yaklaşık olarak eliptik bir tüp haline gelir.
2. Kılavuzun yapısı boru bükme makinesi
Biz borunun tüm deformasyon sürecini her zaman kontrol etmek ve bir deformasyon önleme üretmek için bir model kullanmayı düşünün. kuvvet boru. boruyu düzleştirmeme amacına ulaşmak için normal ve yanal deformasyonunu sınırlandırır. böylece bir kart yuvası tasarlanır ve tüm işlem süreci 5 eksenli boru bükme makinesibu kartta yuva tamamlandı. Bu şekilde işlenen ürün güzel bir görünüme ve küçük bir deformasyona sahiptir. Çalışma ortamı büyük ölçüde iyileştirildi ve iş verimliliği de etkili bir şekilde geliştirildi ve üretim maliyeti yüksek değil ve fiili operasyon çok uygun.
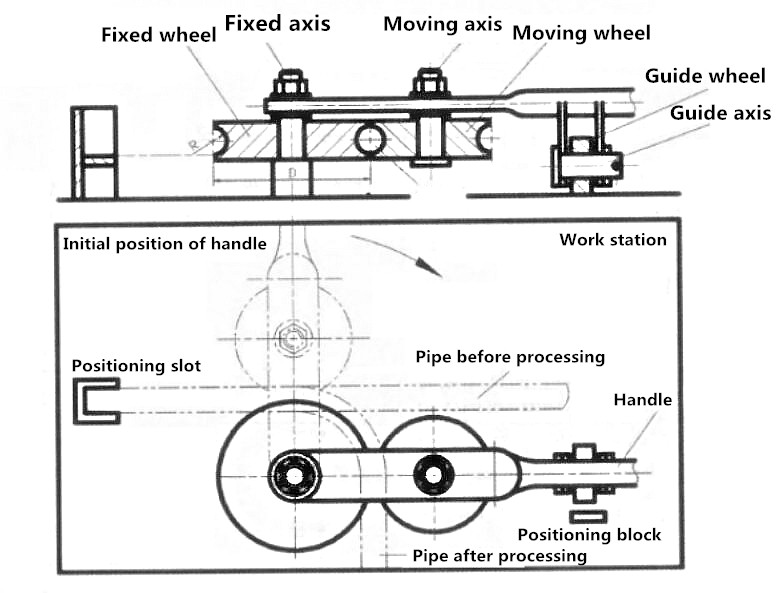
Şekil 1'de gösterildiği gibi, ekipman çok basittir: 1 çalışma tezgahı, 3 kısa şaft, 3 tekerlek, 2 konumlandırma bloğu ve 1 tutamak.
Sabit şaft çalışma masasına sabitlenir. bir yarı dairesel sabit tekerleğin dış tarafında oluk. Sabit tekerlek ve sabit şaft, boşluklu geçme sağlar ve sabit şaft üzerinde serbestçe dönebilir. boyutu borunun bükülme yarıçapına bağlıdır.
Hareketli şaft, tutamağa sabitlenir ve sabit şaft ile birlikte merkez olarak tutamakla hareket eder. hareketli tekerleğin dışında yarım daire şeklinde bir oluk vardır ve sabit tekerlek ile sabit tekerlek arasında bir sıkıştırma oluğu oluşturulmuştur. Hareketli tekerlek ve hareketli şaft, açıklığa uymayı benimser ve hareketli tekerlek, hareketli şaft üzerinde serbestçe dönebilir. sürüş tekerleğinin boyutu konusunda kesin bir gereklilik yoktur. malzemeleri korumak ve işlemeyi kolaylaştırmak için genellikle görece küçük.
ayrıca sapa sabitlenmiş bir kılavuz tekerlek vardır (tekerleğe bir radyal bilyalı yatak takılabilir veya kılavuz tekerlek yerine bir radyal bilyalı yatak kullanılabilir)
Konumlandırma yuvası, boru bükülmeden önce konumlandırma için kullanılır ve alt plakasının yüksekliği olmalıdır yuvasının altındaki ile aynı düzeyde olun.
Konumlandırma bloğu bükülme açısını kontrol etmek için kullanılır. Ne zaman kılavuz tekerlek konumlandırma bloğuna çarpar, bükme tamamlanır.
3. İletim kılavuzun boru bükücü
Önce, gereken boyuta göre konumlandırma yuvasının konumunu belirleyin. Ne zaman çalışma, içine iyi uzunlukta malzeme yerleştirme yuvasını kart yuvasından geçirin, tutamağı itin ( kılavuz tekerlek çalışma tezgahından ayrılamaz) ve iş parçası hareketli tekerleğin itilmesi altında sabit tekerleğin etrafında bükülür . Sırasında bükme işlemi, iş parçasının enine kesiti her yönde deformasyona sahiptir, ancak hepsi karşı deformasyonla ortadan kaldırılır Sabit tekerlek ve hareketli tekerlek tarafından oluşturulan yarık tarafından oluşturulan kuvvet Konumlandırma bloğunun işlevi, sapın hareket aralığını kontrol etmek ve iş parçasının işleme şeklini sağlamaktır. Konumlandırma bloğunun konumu, bükme açısının son noktasının birkaç derece ilerisine uygun şekilde yerleştirilebilir. Çünkü boru büküldükten sonra hafif bir aşırı bükülme sadece geri tepmenin neden olduğu deformasyonu dengeleyin. bükme tamamlandıktan sonra, tutamağı başlangıç pozisyonuna geri itin ve iş parçası sorunsuz bir şekilde çıkarılabilir.
Önlemler:;
(1) Ne zaman iş parçasının yüklenmesini ve boşaltılmasını kolaylaştırmak için kart yuvasının yarıçapının işlenmesi, genellikle 'den biraz daha büyüktür iş parçasının yarıçapı.
(2) 1 ~ arasında bir boşluk olmalıdır İki tekerleğin serbest dönüşünü etkilemeyen sabit tekerleğin dış çapı ile hareketli tekerlek arasında 2 mm.
(3) Tutamacın merkez çizgisi gerekir çalışma yüzeyine paralel olmalı ve iş parçasını önlemek için kılavuz tekerlek tarafından kontrol edilmelidir bükme.
4. İşleme manuel boru bükme makinesinin aralığı ve özellikleri
Sınırlı manuel güç nedeniyle, manuel boru bükücüler genellikle küçük çaplı ve ince duvarlı boruları işlemek için kullanılır. 1.27, 1.91 cm veya 2.54 domuz yetiştirme ekipmanlarında kullanılan cm'lik galvanizli borular kolaylıkla işlenebilir
İçin farklı boyutlarda ve farklı bükülme yarıçaplarında borular, farklı boyutlarda borular, kart yuvasının yarıçapı ayarlanarak bükülebilir ve d değeri ayarlanarak farklı bükme yarıçapları elde edilebilir. İnsan vücudunun gücü, tutamağın uzunluğunu artırarak veya azaltarak ayarlanabilir. bir işçi bu ekipmanı kullanarak bir vardiyada 200 ila 300 virajı kolayca işleyebilir ve bu da iş verimliliğini büyük ölçüde artırabilir. Bu ekipman basittir, işlenmesi kolaydır ve kullanımı çok rahattır. ,
Eğer Daha büyük boru çaplarına ve daha kalın boru duvarlarına sahip malzemeleri işlemek istiyorsanız, aynı işleme ekipmanı da kullanılabilir, ancak ilgili boyutun değiştirilmesi gerekir ve manuel sürücünün bir redüktör ile




